






CZ型檩条自动互换生产线
CZ型檩条的自动互换生产线,这就相比单独生产的檩条方法来说,更加快速,也更节省时间,可以根据客户的要求订做各种形状、大小的檩条,同时也可以为出口的产品提供出口的包装。而价格上面,其他的生产线更便宜,还结实耐用。



![]()

![]()

一、设备的主要部件介绍
1、悬臂式装料架
主要技术性能参数:开卷方式:被动适用料卷外径:<φ1300;承载能力:≤5t;适用料卷内径:φ508mm/φ610mm;适用料卷宽度:500mm;外形尺寸:1.5m×1.1m×1.2m。主要结构形式:本机为悬臂式手动开卷机;机架采用型材、钢板焊接并经抛丸处理。JLB350系列半自动C/Z互换檩条机设备在正常工作时,首先由人工拖拉板材使卷料释放,并导入滚压成形主机。然后设备的装料架会随着生产线的正常工作,将卷料由辊轮不断的拖到主机中。
2、电控系统
电气系统采用高性能的研华工控机做为上位机,每一批工件的形状、规格、长度及冲孔位置等可由此输入,并具有模拟显示、保存和数据上传、下载功能;设备根据输入的参数自动完成规格调整及C型/Z型的转换。上位机的仿真显示功能可显示设备当前的运行状态,如速度、当前位置、下一步位置、各冲头的工作状态、工件的代号、已完成的数量等;并可显示系统当前的所有报警信息和历史报警数据,同时自动生成报表数据;可分权限操作不同的内容、与下位机交换数据。
整个系统由液压马达通过比例阀来调速,从而实现高速运行及准确停车;孔间距及切断长度由编码器检测,并反馈给PLC的高速计数器,实现精确定位。系统的报警装置当机器出现故障后,报警系统会发出警报并使机器停机。只有到人工解除报警后,生产线才可重新启动。重新启动后,原程序可从中断处接续执行原设定程序,也可根据需要人工干预改变到执行新的程序。
二、工艺流程
开卷 →导向进料→矫平 →定长冲孔→定长切断→辊压成型→成品出板
三、供货清单
装料架,导向装置,矫平装置,冲孔装置,平板切断装置,成型系统,成品托架,液压系统,电控系统各一套。
四、材料验收
1、对原材料的要求:
a、钢板材质强度均匀,板厚允差小于±0.2mm,板宽允差小于2mm,板旁弯小于3mm(以10m为基准)。
b、钢板表面不生锈,不能有凸起的硬点或杂质(如焊缝、气割边等)
c、试件规格:C型钢200x80x20、 板厚2.5mm镀锌钢板、屈服强度=235。
2、检测

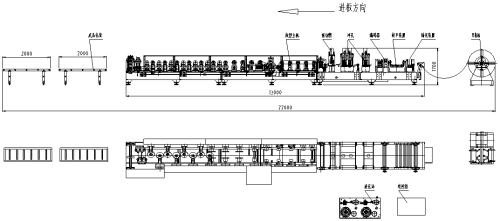
五、设备布置图
| 加工工件厚度: | Q235时为1.6~3.2mm ; Q345时为1.6~2.5mm |
| 冲孔孔距横向调节范围: | 50~460mm(常规配置时) |
| 板长: | >3m |
| C/Z檩条的成型速度: | 20m/min |
| 成型电机功率: | 约22 KW |
| 成型机道数: | 17 |
| 悬臂式装料架主要技术性能参数 | |
| 开卷方式: | 被动 |
| 承载能力: | ≤5t |
| 适用料卷宽度: | 500mm |
| 适用料卷外径: | <φ1300 |
| 适用料卷内径: | φ508mm/φ610mm |
| 外形尺寸: | 1.5m×1.1 m×1.2 m |

![]()

![]()

![]()

![]()




